
100% US MADE ALUMINUM CAN SUPPLIER
More Than Just An Aluminum Can Supplier
At Can-One USA, we deliver more than just aluminum cans. We deliver opportunity, innovation, and craftsmanship. We’re the only aluminum can supplier in New England, which means everything we produce at our Nashua facility is made right here in the United States.

Why Work With Us?
Everything from the aluminum coils to the inks, coatings, strapping, and pallets is made right here in the United States. When you partner with us, you’re not just sourcing a premium aluminum can—you’re supporting American jobs, sustainability, and a reliable supply chain.
- Top-notch Client Support: A true partnership, focused on your success
- Consistent Quality: U.S.-sourced materials and processes ensure industry-leading reliability
- Superior Craftsmanship: Industry-leading quality for brands that demand the best
- Industry Expertise: Trusted by top beverage innovators throughout the Northeast
- Tailored Solutions: Flexible, responsive service designed around your brand’s unique goals
- Warehousing Solutions: Not sure if this is the best spot but want to highlight where we can
- Supply Chain Confidence: Reduced risk of overseas disruptions and port delays
- Sustainability In Mind : Supporting local economies while driving greener manufacturing
- Faster Turnarounds: Shorter shipping distances mean quicker lead times for your production
- Adaptable Order Quantities: From pilot batches to full-scale production, we grow with you
- Finishes: Gloss, matte, and tactile varnish finishes to stand out on the shelf
- End Options: 4-state, 6-state, or 10-state
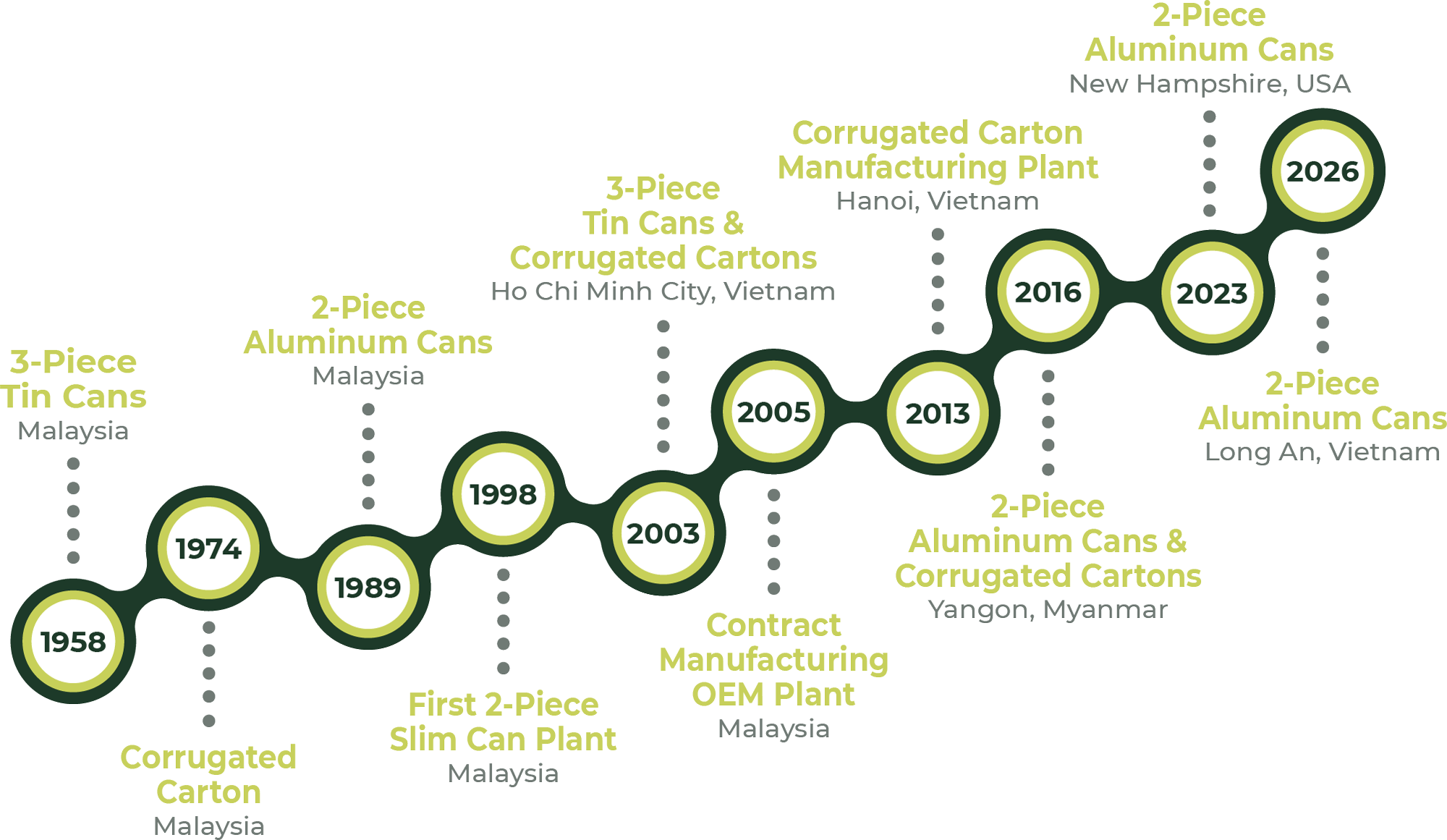
Our Company Timeline
Where It All Started
In 2022, Can-One USA set out to do something no one else had done — bring aluminum can manufacturing back to New England. With a vision to support regional beverage brands and strengthen domestic supply chains, we broke ground in Nashua, NH. From our early days working out of a small headquarters, to installing world-class equipment in our state-of-the-art facility, our journey has been guided by innovation, quality, and community impact.
Where We Are Now
Can-One USA is proudly operating New England’s only aluminum can manufacturing facility. With an annual capacity of over 800 million cans, our team produces premium 12oz and 16oz printed cans with unmatched quality and precision. Backed by the strength of a global organization and a deeply rooted local team, we’ve created over 100 U.S. manufacturing jobs and supported more than 300 beverage entrepreneurs and brands to date.
Where We Aim to Be
Our journey is just beginning. With a second production line on the horizon and growing partnerships across the beverage industry, Can-One USA is focused on scaling smartly while maintaining the same dedication to quality, service, and sustainability that brought us here. From New England to beyond, we’re not just making cans — we’re building a better way to package what matters.
Meet the Can-One USA Team

Giovanni Di Mambro
Chief Executive Office
Giovanni Di Mambro leads Can-One USA as Chief Executive Officer, bringing decades of operational leadership and entrepreneurial vision to the company’s first U.S.-based facility. With a deep background in business strategy, real estate, and high-volume operations, Giovanni oversees all aspects of Can-One USA’s performance and long-term growth, championing a culture of accountability, innovation, and excellence.

Stephen Jade
Operations Manager
Stephen Jade serves as Operations Manager at Can-One USA’s Nashua facility, overseeing the day-to-day functions of the production floor. With direct leadership over more than 60 staff members, including six supervisors, Stephen plays a vital role in ensuring smooth and efficient operations. From scheduling to performance tracking, he drives alignment across departments and maintains a strong focus on safety, quality, and team-building.

Cara Taylor
Quality Manager
Cara Taylor is the Quality Manager at Can-One USA’s Nashua facility, where she leads the Quality Department to ensure every can produced meets the highest standards through rigorous testing and inspection. With over 27 years of experience in quality assurance and manufacturing, Cara brings a wealth of technical expertise and a strong track record of leadership to the Can-One team.

Chaidir Umar
Plant Manager
Chaidir has 40 years of experience in 2 Pc Can Manufacturing, from installation to commissioning, relocation, refurbishing startup line. He has successfully setup and ran over 8 separate plants including the one in Nashua NH.
Managing Project 2 Pc line from the greenfield to commercial mostly abroad.

Divya Patel
Quality Engineer
Divya supports quality operations at Can-One USA’s Nashua facility as a Quality Engineer, with a focus on ensuring product integrity through process monitoring, inspections, and root cause analysis. She supports, maintains and improves the Quality Management System and collaborates closely with production and cross-functional teams to ensure products meet customer specifications.

Paula Blois
Human Resources Manager
Experienced in Human Resources, staffing, coaching. Paula has been with Can One since inception and helped grow the employee base from 3 -120. Prior to joining Can One, Paula worked in aviation as a Human Resources Manager for an airline where she oversaw the northeast region. Paula is passionate about success, mentoring and assisting employees with personal growth.

Sophie Thong
Director of Account Management
As Director of Account Management at Can-One USA, Sophie Thong focuses on building strong customer partnerships and delivering solutions that help customers grow with confidence. With over 10 years of experience in sales operations and business development in the manufacturing industry, she brings a practical, collaborative, and customer-first mindset to every project.
Let’s Talk Cans
Get samples, request a quote, or ask us anything — we’re your can partner, right here in New England.